With
our rich working experience with certain systems, we
have developed technological expertise in some chemical
and hydrocarbon processes. We offer technological solutions
to maximize profitability in the following areas :
Ammonia
Recovery Systems :
Byproducts
and discharge streams often contain aqueous ammonia
or solutions of ammonium salts. Recovery of ammonia
from these streams prevents the loss of a valuable
commodity and moreover alleviates any associated effluent
treatment issues.
In order to be viable, however, the process needs to
highly efficient while recovering ammonia up to ppm-levels.
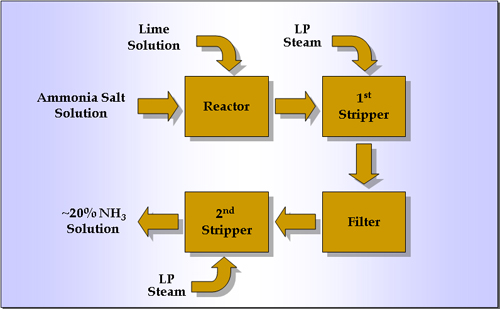
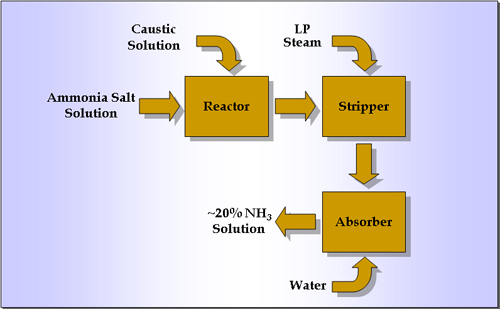
We have developed an innovative technology to recover
ammonia in the specified aqueous solution or as anhydrous
gas. The process treats the ammonia salt solution with
a strong base to release ammonia in the aqueous phase.
Tight energy integration followed by stripping / distillation
/ absorption enables the recovery process while meeting
the specifications for the product ammonia as well
as the discharge stream.
The process has the advantages of high ammonia recovery,
low energy and capital costs. The plants generally
have an attractive payback period. The process is relatively
simple to operate and uses routine equipment. Various
forms of this technology are commercially used in several
plants designed by us.
Lime-based low raw material cost process:
Absorption-based low energy consumption process:
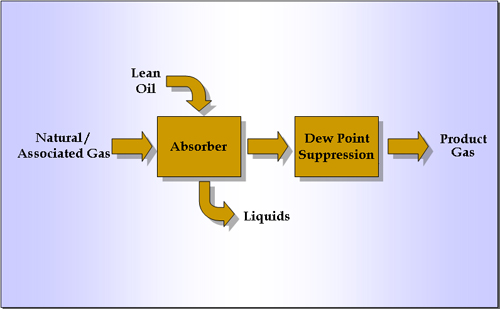
Liquids
Separation from Natural / Associated Gas :
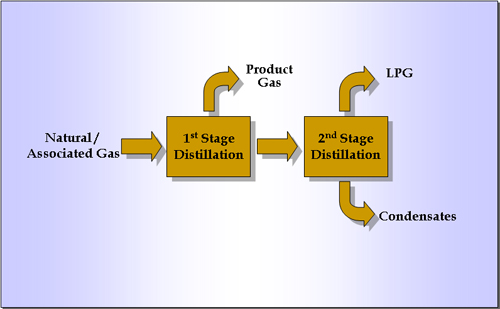
Natural
and associated gas streams typically contain sizeable
quantities of condensates and liquefied petroleum gas
(LPG). Recovery of these high value products is typically
highly viable, and it also prevents any liquids from
condensing out in the product gas.
The product specifications and the quantities of the
liquids dictate the process technology. Distillation
yields high recoveries and meet fine product specifications.
Lean oil absorption processes tend to be more basic,
but are less capital intensive and simpler to operate.
Distillation process:
Absorption process:
Solvent
Recovery Systems :
The
extent of recovery of solvents generated in manufacturing
processes often dictates the viability of the plants.
Solvents are used in the fine chemicals, agro-chemicals
and the pharmaceuticals industries.
Technology solutions developed by us treat the crude
solvent mixture in separation systems which consist of
distillation, extraction and other separation methods.
The solvent recovered in the pure form is then recycled
back to the process plant. Recovering solvent offers
the following major advantages :
o
Reduces solvent cost
o
Makes
the product cost immune to the solvent price